地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
1高质量双端面铣床滚筒附件灵活性不好,当旋转阻力系数高时,整个带式输送机系统将不得不付出更大的动力,消耗更多的电能,有时还会引起皮带撕裂、电机烧毁,更严重的会引起火灾2.在国家规定的跑偏范围内,带式输送机能保持平稳运行,否则高质量双端面铣床带式输送机的皮带会产生共振而跑偏,造成物料外溢,污染环境。皮带速度越高,径向跳动越小。中国国家标准规定的数量为0.7毫米,日本JIS标准规定的数量为0.5毫米3、如果滚子附件轴向窜动量较大,则会导致滚子附件过早损坏通常,轴向沟道量优选控制在0.5-0.7毫米内

双端面铣床生产的加工精度主要指外壳及托辊两端内孔的同心度以及各零件轴向尺寸的加工精度.若同心度太差,会造成滚动轴承咬死、增加阻力,降低使用寿命;若零件的轴向尺寸误差太大,会形成较大的轴向间隙,导致轴向窜动,破坏润滑和密封;若安装质量不好,将发生跑偏、咬卡、加剧磨损等,大大降低托辊使用寿命.托辊配件能够在托辊的使用中发挥重要的作用和价值,能够补助托辊的使用和维护,帮助用户在维护托辊时发挥重要的作用和价值.托辊配件制造工艺会影响托辊动载荷,产生动载的基本原因是双端面铣床生产厚不等和外壳径向跳动引起的质量
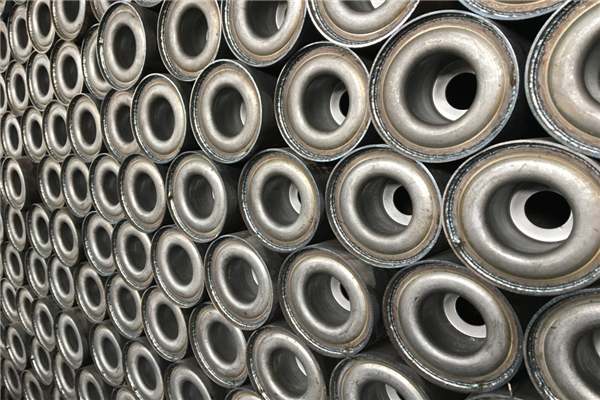
高质量双端面铣床直径尺寸有:φ89mm,φ108mm,φ133mm,159mm等。不同的托辊直径会对带式输送机的运行产生不同的影响:(1)托辊直径影响皮带:不同的托辊直径在带式输送机运行时,对皮带产生的摩擦力和支撑作用力也不相同,高质量双端面铣床直径不同对于皮带的直接影响,将对带式输送机的整体输送造成改变。(2)托辊直径影响功率:托辊直径的不同,同样会造成皮带松紧度、摩擦系数等数据的变化,在皮带机实际运转中,这些会对功率的消耗产生影响。(3)托辊直径影响带速:托辊直径的大小不同,旋转一周与皮带之间的接触面积,也会发生变化。所以在相同的转速下,托辊直径的不同,会对带式输送机的带速产生影响。
高质量双端面铣床磨床操作及日常维护点检内容,在此为您做了简单整理,与您共享。1.双端面铣床生产检查油泵有无异响和过热现象2.检查砂轮静动压轴承的油压,油量以及过滤器是否正常,3.检查各运动部分的润滑是否良好,检查上部等是否正常4.检查头架,砂轮架的V型皮带的张力是否正常。5.检查磨削液的流量是否很充分,压力是否正常.冷却喷嘴角度是否合适并及时调整。6.检查纸过滤系统是否正常,过滤纸是否足够。7. 砂轮启动前对砂轮外观进行检查否完好。8.启动磨床电源,对砂轮进行试运转。9.查看液压系统的油压,运转情况是否正常。10.查看测量系统和涡流探伤系统是否完好。11.检查主轴油温控制系统运行正常。12.检查头架驱动拨叉有无异常。
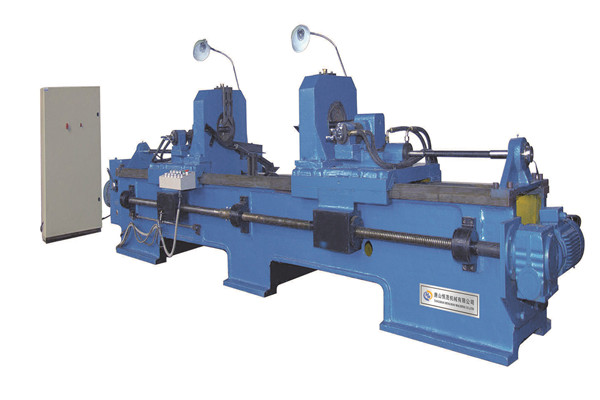
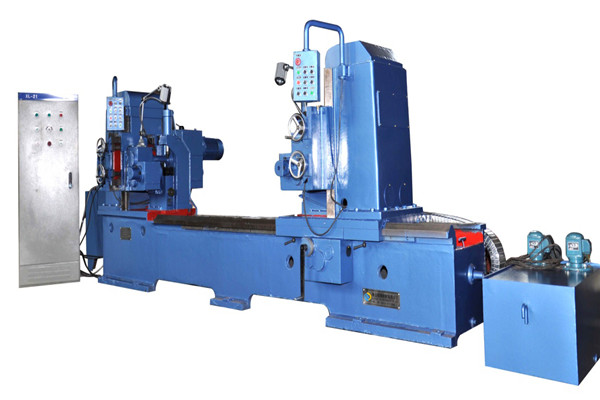
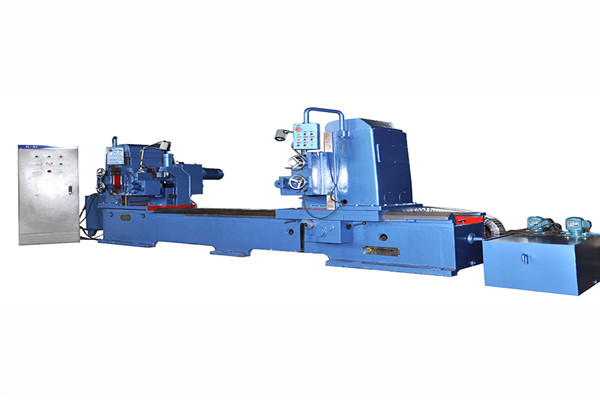
双端面铣床生产专用设备年综合生产能力达15-20万只托辊,由于劳动生产率的提高和产品质量的升级相对降低了产品的生产制造成本,提高了产品的价格竞争优势,投资回报率较高。为适应国内外不同用户的需求,我公司不断对这套生产设备进行改型,现可加工直径Φ89-219mm,长度为200-2600mm国内外各型托辊。不但广泛的适用于煤矿皮带机托辊,又适用大型电站、港口等高带速、高强度皮带机托辊。由于采用机械化生产,使托辊的整体性能大大提高,良好的工艺保证使托辊的旋转阻尼系数,托辊径向跳动量及轴向串动量等关键性能指标均能达到国家标准。全自动托辊轴加工线是本公司自主研发国内先开创的托辊轴平头(车端面)、倒角、切卡簧槽、钻中心孔(选配)、铣扁(铣槽)数 控全自动化专用机床。1套设备完成了传统加工方法4台设备的功能,并且产能还提高了2倍,劳动效率提高了3倍,5道加工工序自动完成。该生产线, 把多台设备多人操作升级为1人辅助操控,过程无人值守。 实现双端面铣床生产轴加工的全部自动化。 提高劳动效率,节省人工费。

我国企业需要高瞻远瞩,按现在这种情形不断发展下去国内企业的生存空间可以说是越来越小了,我们需要不断地加大自己这方面的技术能力,通过不断深化和国外先进工厂的合作,学习别人先进的技术、先进的管理经验和制度和其他一些方面不断提高自己的核心竞争力,不断提高自己在面对国外先进产品面前的竞争能力。卢龙高质量双端面铣床工业化生产的一个重要的环节,它保证了工业生产活动的正常运行,节省了人力资源和时间资源,所以托辊支架及许多输送带的前景还是非常好的。随着现代科技的迅猛发展,各个企业发展日新月异,国内托辊行业的生产正在朝着大型化、自动化、高精度化、安全化的方向发展。我们需要与时俱进,加快更新国内托辊市场的科技水平。我国企业需要高瞻远瞩,按现在这种情形不断发展下去国内双端面铣床生产的生存空间可以说是越来越小了,我们需要不断地加大托辊技能方面的研究,采用标准设计、制造技术,学习先进的技术、先进的管理经验不断提高自己的核心竞争力,提高竞争能力。