地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
对于落料落差较大的输送带建议安装缓冲锁气器,将高质量自动焊用缓冲床代替。在选购方面根据缓冲托辊的特点提出一下几点注意事项:托辊径向跳动量、托辊灵活度、轴向窜动量、托辊防尘性能、防水性能、托辊轴向承载性能、自动焊采购能等。产品特点1、运转平稳,品质稳定,免于维护。径跳小,旋转流畅,使用寿命长。多道迷宫式密封,并阻止灰尘和水的侵入。高精度专用钢管,确保托辊的低震动、低噪音。

沈阳高质量自动焊托辊装配不仅要制作专门的工艺装备,而且必须是在自动焊采购托辊压装机上来完成。只有这样,才能控制轴承、密封组件和挡圈的轴向规定装配压力。还要要求施工者必须经过技术培训考试合格的装配钳工进行操作。综之,托辊装配应作为关键工序点来控制,编制关键工序作业指导书。 托辊是带式输送机的主要易耗易损配件,量大面广,其质量直接影响输送机的正常运行。因此,提高托辊质量对降低能耗、节省费用、增加运行可靠度具有很大的关联作用。随着输送机向长距离、大运量、高速度的方向发展,对于托辊在密封结构、加工制作质量、轴承、轴承杯、密封组件、润滑脂等方面都提出了更高德要求,只有严格控制工艺、构件质量和润滑脂选择等全过程的科学管理才能根本上提高托辊的质量,进而延长输送机的维修周期,保障带式输送机在高产效率高矿井中发挥应有的作用。
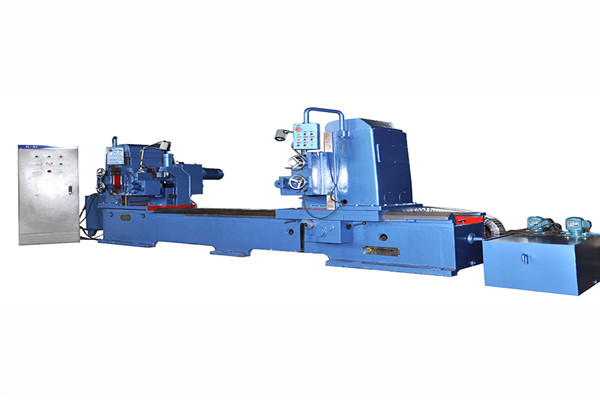
自动焊采购专用设备年综合生产能力达15-20万只托辊,由于劳动生产率的提高和产品质量的升级相对降低了产品的生产制造成本,提高了产品的价格竞争优势,投资回报率较高。为适应国内外不同用户的需求,我公司不断对这套生产设备进行改型,现可加工直径Φ89-219mm,长度为200-2600mm国内外各型托辊。不但广泛的适用于煤矿皮带机托辊,又适用大型电站、港口等高带速、高强度皮带机托辊。由于采用机械化生产,使托辊的整体性能大大提高,良好的工艺保证使托辊的旋转阻尼系数,托辊径向跳动量及轴向串动量等关键性能指标均能达到国家标准。全自动托辊轴加工线是本公司自主研发国内先开创的托辊轴平头(车端面)、倒角、切卡簧槽、钻中心孔(选配)、铣扁(铣槽)数 控全自动化专用机床。1套设备完成了传统加工方法4台设备的功能,并且产能还提高了2倍,劳动效率提高了3倍,5道加工工序自动完成。该生产线, 把多台设备多人操作升级为1人辅助操控,过程无人值守。 实现自动焊采购轴加工的全部自动化。 提高劳动效率,节省人工费。

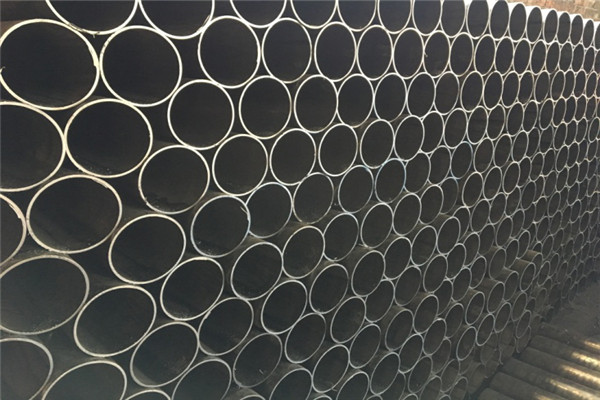
常见自动焊采购种类的设计与应用从实际对应的应用领域可以将托辊厂生产的产品分为深槽塑托辊和调偏托辊等几种比较常见的种类。其制造主要技术指标是运行阻力系数和使用寿命。1、 托辊厂加工生产的槽形托辊用于支承重段输送带,有固定式和铰接式两种,前者用于固定式输送机,后者用于可拆移动式输送机。2、 平形托辊和V形高质量自动焊用于支承空段输送带,各托辊间距一般为3m。V形托辊具有防跑偏作用,一般隔数个平行托辊放置1个V形托辊,槽形角一般为10°。3、 缓冲托辊缓冲托辊装在输送机的装载处,用于缓冲货载对输送带的冲击。托辊厂的缓冲托辊与梢形托辊的结构相同,只是在管体外部加装阻燃橡胶圈。4、 深槽形托辊用于倾角为25°左右的大倾角带式输送机,支承重段输送带,常用双排4辊结构。5、 调偏托辊具有防止和纠正输送带跑偏的作用,主要用于固定式输送机。S载段一般苺隔10组上托辊放置1组回转式梢形调偏托辊。

沈阳自动焊采购由刀具、卡盘、尾座、刀架与铣削动力头组成。1. 数控车床的刀具(1)对刀具的要求数控车床能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度高、耐用度好。精车首先是保证加工精度,所以要求刀具的精度高、耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。 数控车床还要求刀片耐用度的一致性好,以便于使用刀具寿命管理功能。在使用刀具寿命管理时,刀片耐用度的设定原则是以该批刀片中耐用度最低的刀片作为依据的。在这种情况下自动焊采购,刀片耐用度的一致性甚至比其平均寿命更重要。