地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
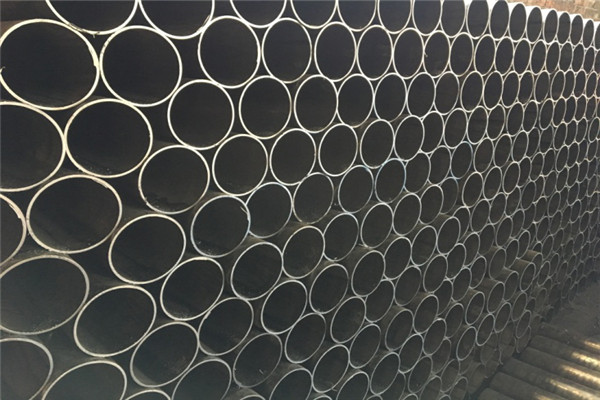
双端面铣床生产专用设备年综合生产能力达15-20万只托辊,由于劳动生产率的提高和产品质量的升级相对降低了产品的生产制造成本,提高了产品的价格竞争优势,投资回报率较高。为适应国内外不同用户的需求,我公司不断对这套生产设备进行改型,现可加工直径Φ89-219mm,长度为200-2600mm国内外各型托辊。不但广泛的适用于煤矿皮带机托辊,又适用大型电站、港口等高带速、高强度皮带机托辊。由于采用机械化生产,使托辊的整体性能大大提高,良好的工艺保证使托辊的旋转阻尼系数,托辊径向跳动量及轴向串动量等关键性能指标均能达到国家标准。全自动托辊轴加工线是本公司自主研发国内先开创的托辊轴平头(车端面)、倒角、切卡簧槽、钻中心孔(选配)、铣扁(铣槽)数 控全自动化专用机床。1套设备完成了传统加工方法4台设备的功能,并且产能还提高了2倍,劳动效率提高了3倍,5道加工工序自动完成。该生产线, 把多台设备多人操作升级为1人辅助操控,过程无人值守。 实现双端面铣床生产轴加工的全部自动化。 提高劳动效率,节省人工费。

青岛定制双端面铣床 轴承杯内孔加工精度差,导致轴承在轴承杯内周向窜动,是损坏托辊的原因之一。 冲压轴承杯,许3套冲压模具完成成品制作。冲压模具质量决定了轴承杯的质量,也就决定了轴承的寿命,最终关联着托辊的使用寿命。因此,双端面铣床生产生产厂家,必须跟踪考核和做管理评审,以确保是合格的采购控制清单名录者,对购入的轴承杯严格按检验规程进行检验。

1定制双端面铣床滚筒附件灵活性不好,当旋转阻力系数高时,整个带式输送机系统将不得不付出更大的动力,消耗更多的电能,有时还会引起皮带撕裂、电机烧毁,更严重的会引起火灾2.在国家规定的跑偏范围内,带式输送机能保持平稳运行,否则定制双端面铣床带式输送机的皮带会产生共振而跑偏,造成物料外溢,污染环境。皮带速度越高,径向跳动越小。中国国家标准规定的数量为0.7毫米,日本JIS标准规定的数量为0.5毫米3、如果滚子附件轴向窜动量较大,则会导致滚子附件过早损坏通常,轴向沟道量优选控制在0.5-0.7毫米内

定制青岛在结构中的密封形式、加工质量、轴承、轴承杯润滑脂等方面决定着托辊的综合质量。目前发达国家使用的新型注油托辊,其运行阻力小,轴承采用稀油润滑,托辊带速可达6~8m/s,寿命可达10a以上。因此要提高我国输送机托辊技术,很重要的一点就是应该通过改进密封结构和润滑方式来提高托辊的综合质量。目前,国内托辊采用双迷宫非接触式密封、大游隙KA系列专用轴承、3#锂基润滑脂的结构。这种结构形式下的双端面铣床生产托辊提高质量的主要环节是制造加工质量和主要构件的质量。国内托辊生产厂家的加工工艺和设备精度保证不了设计要求,致使托辊旋转阻力大、空载能耗高、使用寿命短。因此要制造出高质量的托辊要制定相应的工艺流程,改进托辊的加工工艺、提高设备精度、制做相应的工艺装备,才能满足带式输送机的高速、高运量和使用寿命。要把托辊的使用寿命由6000h向上提高至10000h,这样每年托辊的损坏数量可减少2/3,经济效益相当可观。

怎样提高双端面铣床生产的使用寿命新型调偏托辊,包括输送带,输送带与托辊接触,它有调偏托辊组和调偏联动两部分组成,调偏联动部分是:输送带上两端分别设置有立辊,立辊分别通过立杆连接器与立杆连接,立杆上固定有第二立杆连接器与横杆连接,横杆通过精度调节器与平拉杆连接,平拉杆焊接在调偏托辊组上。此新型能够解决调偏效果差、结构复杂、故障率高的问题。一种耐磨性好、抗冲击性高、噪音低的调心青岛定制双端面铣床组应用的挡边辊。此新型用于调心托辊组的挡边辊,通过技术方案予以实现,包括轴,轴外周面与超高分子聚乙烯辊皮内周面相邻,辊皮上、下端面分别设置圆周上、下凹槽,下轴用挡圈穿过轴设置于下凹槽内,上轴用挡圈位于轴端外侧并设置于上凹槽内,轴皮上端面外侧设置闷盖。本新型用于带式输送机的纠偏装置调心托辊组,不仅运转可靠还大大降低了噪声,同时对输送带边沿几乎没有损伤,提高了胶带的使用寿命。怎样提高托辊轴承的使用寿命。