地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

1.压装机采购正常使用寿命20000h以上,一般不需维修。但根据使用场所和负荷的大小,应制定相应的维修日期,及时清洗注油维修,及时清理浮煤等。对有异常声响和不转的托辊要及时更换。2.更换轴承时,必须使轴承保持架开口向外,轴承装入托辊后,应保持适当的游隙,不得压死。3.迷宫密封件应采用原厂配件,装配时应分别装入托辊内,不得套在一起装配。4.使用中压装机采购,应严防重物击砸托辊管体。5.为确保托辊密封性能及使用性能,禁止随意拆卸托辊。

压装机采购的类型:托辊支架在带式输送机中的使用,具有种类多,数量大的特点。托辊支架根据适用的托辊类型,自身的用途和结构具有不同的分类,常见的托辊支架类型有调心托辊支架、可偏转托辊支架、槽型托辊支架、H架、吊架等。托辊支架用途:(1)高质量压装机:好的托辊支架设计合理,更方便托辊的装卸,在固定托辊的同时,保证托辊的灵活性!将托辊的径向跳动量和轴向窜动量控制在合理范围内。(2)支撑皮带:托辊支架采用好的钢材加工,严谨工艺焊接而成的托辊支架,不仅规格标准,而且结构牢固,能够提供更强的支撑力,保证托辊和皮带的平稳输送。(3)防止跑偏:托辊支架在皮带的运行过程中可以做出调整,对皮带起到有效的调中作用,增加皮带使用寿命。(4)用途广:托辊支架结构轻便,工艺简单,使用寿命长,维护成本低。是广泛使用的实惠耐用型支架结构。
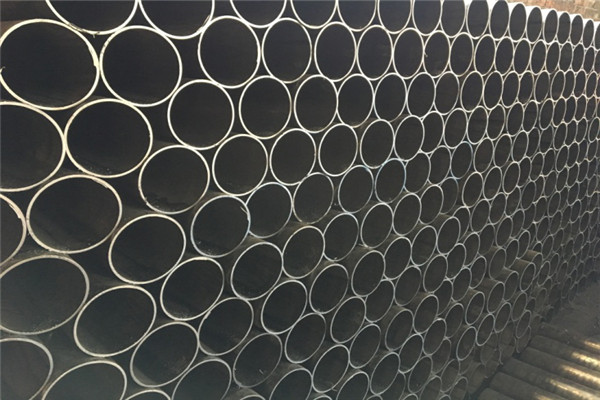
滦县高质量压装机轴承杯与管体的焊接质量差,引起轴向脱开或灰尘和水浸入托辊轴承内导致托辊损坏。因此,必须将轴承杯与管体的焊接列入托辊生产加工工艺流程图中的特殊工序和关键工序,专门制定该工序的作业指导书,应选择氩气或CO2气体保护焊进行施焊。作业指导书中对于焊接电压、焊接电流、送气流量、送丝速度、管体选择线速度等参数做明确给定。对施焊设备、焊丝材料和施焊操作者都要做验证和标定。高质量压装机轴承杯与管体的焊接应作为特殊工序点来控制,编制特殊工序作业指导书。
现在的高质量压装机频繁的损坏,严重20多天就磨透了。运钢渣皮带机上的托辊也用不了3个月。那么是什么原因呢?下面就来和大家简单分享,如下:大部分压装机采购的现象是,轴承损坏后卡死或导致托辊轴承座与管体脱开,管壁磨穿。托辊运作中烧结现场温度较高,在皮带机的落料点有大量的水蒸气,配好的烧结料粘度大,有的位置皮带漏料,导致上、下托辊粘料都很严重。大部分托辊损坏的现象是,轴承损坏后卡死或导致托辊轴承座与管体脱开,管壁磨穿。生产厂家指出一般使用寿命2个月左右,只有15天,用6个月。托辊运作中送球团和精矿的现场粉尘大、皮带上粘附有颗粒料,钢管托辊很多不到一个月被磨断,轴承也经常发生卡死现象。

怎样提高压装机采购的使用寿命新型调偏托辊,包括输送带,输送带与托辊接触,它有调偏托辊组和调偏联动两部分组成,调偏联动部分是:输送带上两端分别设置有立辊,立辊分别通过立杆连接器与立杆连接,立杆上固定有第二立杆连接器与横杆连接,横杆通过精度调节器与平拉杆连接,平拉杆焊接在调偏托辊组上。此新型能够解决调偏效果差、结构复杂、故障率高的问题。一种耐磨性好、抗冲击性高、噪音低的调心滦县高质量压装机组应用的挡边辊。此新型用于调心托辊组的挡边辊,通过技术方案予以实现,包括轴,轴外周面与超高分子聚乙烯辊皮内周面相邻,辊皮上、下端面分别设置圆周上、下凹槽,下轴用挡圈穿过轴设置于下凹槽内,上轴用挡圈位于轴端外侧并设置于上凹槽内,轴皮上端面外侧设置闷盖。本新型用于带式输送机的纠偏装置调心托辊组,不仅运转可靠还大大降低了噪声,同时对输送带边沿几乎没有损伤,提高了胶带的使用寿命。怎样提高托辊轴承的使用寿命。

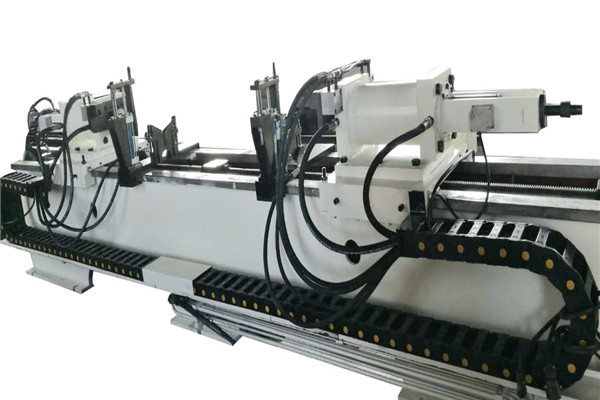
高质量压装机磨床操作及日常维护点检内容,在此为您做了简单整理,与您共享。1.压装机采购检查油泵有无异响和过热现象2.检查砂轮静动压轴承的油压,油量以及过滤器是否正常,3.检查各运动部分的润滑是否良好,检查上部等是否正常4.检查头架,砂轮架的V型皮带的张力是否正常。5.检查磨削液的流量是否很充分,压力是否正常.冷却喷嘴角度是否合适并及时调整。6.检查纸过滤系统是否正常,过滤纸是否足够。7. 砂轮启动前对砂轮外观进行检查否完好。8.启动磨床电源,对砂轮进行试运转。9.查看液压系统的油压,运转情况是否正常。10.查看测量系统和涡流探伤系统是否完好。11.检查主轴油温控制系统运行正常。12.检查头架驱动拨叉有无异常。